In part two of our common misconceptions series we get into some machine design topics and specific cutting applications. If you haven’t read it, be sure not to miss what I discussed in part one.
Cantilever machines can’t be accurate.
People sometimes ask me if they should buy a dual side drive closed gantry versus a single side drive open gantry, often called a cantilever. My answer always is that it is the design integrity, not the configuration that matters. Some of the fastest thin sheet laser machines traveling 12,000 ipm (44 km/min) and pulling over 3 g’s are cantilever design. If you design a machine properly to hit the acceleration/deceleration (g’s), accuracy, repeatability, and path integrity then design configuration doesn’t matter. The most popular waterjet machine in the world is a cantilever, and it holds the same tolerance as other precision waterjet machines. You want to make sure your machine tool was designed by experts, and get a look at the FEA (finite element analysis) results to ensure that in dynamic motion the machine will hold to specifications over a period of 10 years running two shifts – as a great machine tool should.
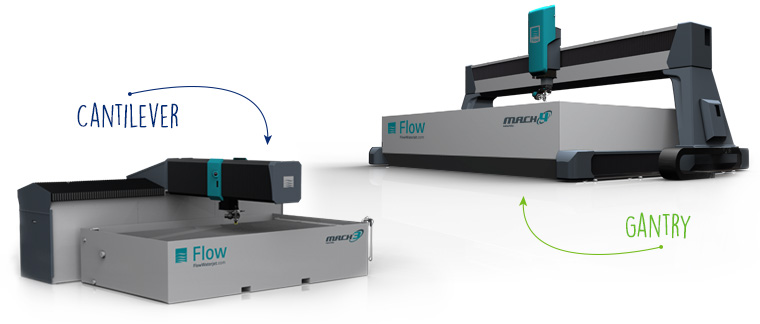
You don’t have to cover the drive mechanism on an abrasive waterjet.
This one has come up a lot lately, and seems to be spawned by people familiar with huge plasma cutting machines. Every abrasive waterjet machine must have the linear ways (rail road tracks that the machine moves on) and drive mechanism (rack and pinion, or ball screw, or linear drives, or Nexen racks) covered. No precision machine can operate for any length of time with water, dust, dirt, and sand particles on it. A set of well-designed protective covers will greatly extend the life of the machine. Don’t buy a machine that is not properly protected.
Ultrahigh-pressure parts can be made of any steel.
No. Only buy parts from people who truly know what material to use, why it was chosen, how it must be designed in the specific application, and how to machine it to maintain the intended properties. Using replacement parts made by someone other than the people/company that designed the unit is not recommended and can be dangerous. Vital components that touch the ultrahigh-pressure water should be purchased from the OEM or a certified aftermarket supplier. Low cost counterfeit parts can cost a lot more, in many ways, than OEM parts.

Fixturing a part is not vital because the waterjet doesn’t cut with very much force.
Proper fixturing of the workpiece is very important for all precision cutting applications. For precision cutting, even though the jet exerts low lateral force on the workpiece (1/2 to 2 pounds or .22 to 0.9 kg for high quality cuts), we need to make sure the material doesn’t move during cutting. Clamping to slats (the vertical strips of metal that hold up the part) is not advised as they can vibrate. Clamp your material to something that will not move or vibrate at all – such as the picture frame inside the catcher. Cutting underwater reduces vibration as well. If the material is extremely heavy, perhaps a 4×8 ft (1200 x 2400 mm) sheet of ½ inch (12.7 mm) thick steel, then it won’t need much, if anything, to hold it down. However, many shops cut from smaller stock and need to be careful to keep it still and free of vibration when cutting.
Abrasive waterjets leave no burr when cutting metal.
When cutting thin metal, under 1/8” thick (3.175 mm), the abrasivejet tends to leave a slight burr. When cutting aluminum, you can sometimes remove it with your finger nail – that’s how small it is. But it is there. For reasons I don’t understand, we have no burr on thicker materials. Weird… I’ll bet Dr. Hashish knows why, but I’ve never asked him.
I can only run garnet abrasive.
Garnet is used on 99% of the applications in the world. Other sand used might be olivine (similar to silica) or aluminum oxide.

Garnet abrasive can’t cut aluminum oxide ceramic.
Aluminum oxide ceramic– Alumina – is one of the most common advanced ceramics in the world, and is very hard. It is harder than tungsten carbide. Garnet will cut it – even Alumina 99.9 (which is almost pure). We will cut it slowly, but it will cut it. Quite amazing, actually. I often cut ceramics in my grad school days for Dr. Thomas Kim at the University of Rhode Island. To cut faster, or to cut a material harder than Alumina, such as Boron Carbide, Silicon Carbide, and other hard ceramics, we switch out the garnet abrasive and replace it with aluminum oxide abrasive or (even more aggressive) silicon carbide abrasive. Problem is the mixing tube life – the rifle barrel – is reduced from hours (around 150) down to minutes, which drives operating costs way up.
Pure waterjet can cut metals just fine.
Nope. Pure waterjet can, in fact, cut through shim stock metal (but it blasts it apart more so than erodes it, leaving a burr). I am unaware of any practical applications of cutting metal with pure water. Even at HyperPressure (pumps rated to 94,000 psi) the cut edge is still not great. Maybe someday at 200,000 psi (13,800 bar).
Plasma and abrasive waterjet combination machines are the way of the future.
Abrasivejets leave behind a fair amount of inert garnet waste. It’s basically sand with very small trace amounts of unheated kerf material. When we cut something like a high chrome steel or nickel alloy, the parts per million of the tiny metal kerf material mixed with a much large quantity of inert garnet still is within land fill limits for easy disposal. Now, mix that inert waste with molten slag droppings from a plasma and you have a large amount of hazardous waste. Don’t mix clean waste with hazardous waste – basic rule of all production shops.
A waterjet cannot cut carbon fiber.
Actually, abrasive waterjet is used to cut a lot of the Carbon Fiber Composites (CFRP) in the wings of of the latest commercial aircraft. CFRP is working its’ way into many other applications due to the excellent strength to weight ratio, fatigue life, and gradual reduction the cost to make it. There are two things you have to do when using waterjet technology to cut CFRP: pierce a hole and cut the shape. While cutting, the abrasive waterjet cuts without unwanted delamination, micro cracks, or whisker pull out. This produces a better resulting edge than the traditional router approach and is said to not affect the strength and life of the component. With CFRP you need to pay special attention during piercing with an abrasive waterjet– bring the pressure down, start the UltraPierce (if your system is equipped with it) to start the abrasive flow before you fire the waterjet and pierce stationary or on the fly. Holes can be effectively pierced on CRFP and other composites using such technique.
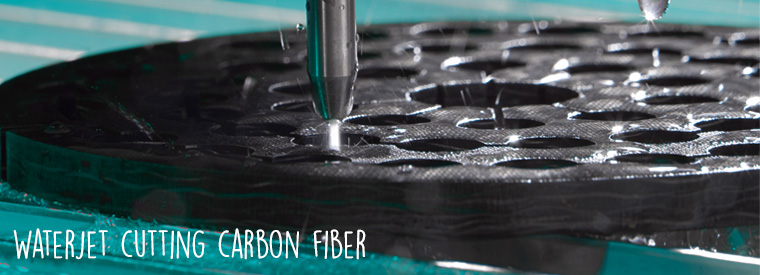
Important to note: It can be tough to pierce some composites with very low resin content (resin is the “glue” in the holding the composite layers together) without some slight delamination; in which case we pierce in a scrap area or center of a hole so the delaminated portion is off the final part or, frankly, use a mechanical drill
A waterjet can cut tempered glass.
Yes, an abrasive waterjet is capable of cutting tempered glass, but the glass will very likely shatter on its’ own. Waterjet cuts without stress. However, this does not help us with tempered glass because tempered glass has a lot of stress put into it on purpose. Tempered glass is supposed to shatter into a million small, less dangerous, pieces when the glass is broken. So, when we cut tempered glass we are relieving the stress in part of the glass and it is extremely likely to shatter during cutting or later on in the day.
Hopefully this was informative and perhaps interesting. As always, drop me a note with comments, questions, or suggestions for the next blog.
chip

{kind=link}