Having more than one cutting head on an abrasive waterjet should be much more productive than running one head, right?
By understanding waterjet efficiency, and the relationship between pressure and power, you can equip your shop with the most productive system possible. In short, raising the pressure and putting the power through one head is more efficient than running two heads with normal pressure.
Let’s start by establishing common pressure and horsepower used in shops today.
Power: Waterjet shops today run 30 to 50 horsepower for single head machines, 100 horsepower for two heads. The most common abrasive waterjet machine utilizes 50 horsepower through one head.
Pressure: Waterjet shops today run at 50,000 psi/3,400 bar to 60,000 psi/4,100 bar (ultrahigh-pressure), and for the past 10 years the most advanced shops run at 87,000 psi/5,900 bar (also known as HyperPressure). The number of heads on the machine has no relation to operating pressure.
OK, with all that covered we are now going to select the parameters to compare. I will be comparing my equipment against my equipment to keep this blog education – the physics is the same for all waterjets. A 60,000 psi (4,100 bar) 50 horsepower intensifier linear pump running one cutting head is the most common configuration worldwide. When customers consider two heads, the most common configuration is to go to a 100 hp pump, and put 50 horsepower through each head. Makes sense. When everything is perfect it can certainly result in doubling part production.
But I recommend another approach. Rather than put 50 horsepower through two heads, raise the pressure to HyperPressure level and put 100 horsepower through one cutting head.
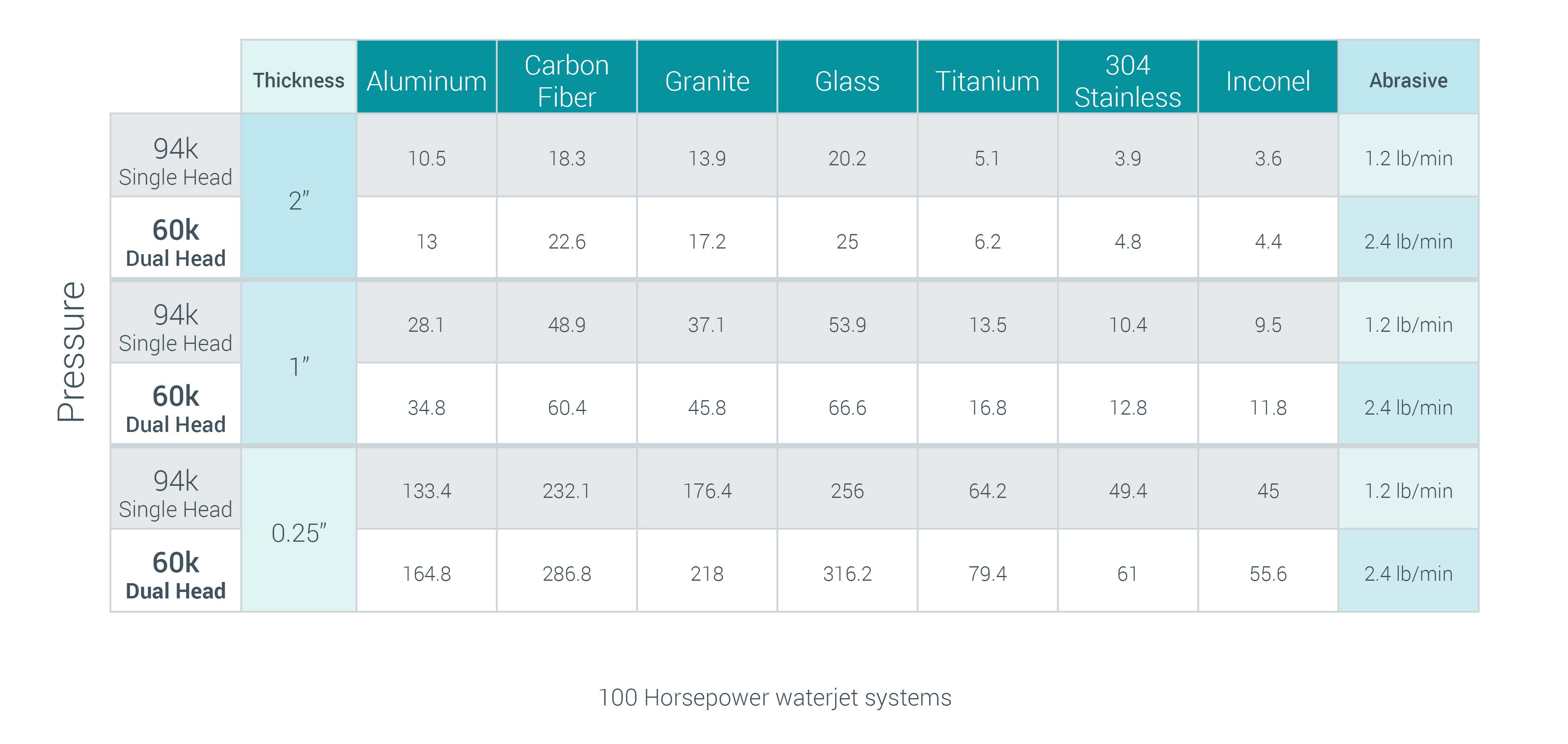
The data is really close. Cutting with two 50 horsepower heads cuts at similar speeds compared to one 100 horsepower head running HyperPressure. The truth is in the real world operation of single versus dual head systems. First of all, running two heads on one machine tool is not easy. Whether it is a waterjet, a router, or a plasma. The problem is the operator must keep both heads cutting to the same level. It is hard to do with loose tolerance cutting, and extremely hard to do on precise cutting. One head invariably has slightly different tool life, and will cut with slightly different edge finish and finished part tolerance. And if the material stress relieves it will likely not warp exactly the same under each head. The other difference is something some of you have probably already thought of – garnet usage. HyperPressure systems use 1/2 the abrasive per minute as a dual head 60,000 psi system. The conservation of garnet using HyperPressure not only means you lower your cost per inch dramatically (since garnet is half the operating cost of running a machine), but also the storage and waste removal considerations.
Garnet usage :
- Two 50 horsepower heads at 60,000 psi (4,100 bar) consuming 1.2 pounds per minute of abrasive each = 2.4 pounds per minute.
- One 100 horsepower head at 87,000 psi (5,900 bar) consumption = 1.2 pounds per minute
Some of you might be wondering why I didn’t include a configuration where 100 horsepower is going through one head at 60,000 psi (4,100 bar) in this comparison. Waterjet machines cannot effectively run all 100 horsepower through one head running at 60,000 psi; the cutting head becomes inefficient. The orifice and mixing tube diameters get very large, and huge amounts of abrasive (3 to 4 pounds per minute) is needed to get to the top cutting speed. The only way to efficiently push 100 horsepower through one head we need to raise the pressure up to HyperPressure levels – the abrasive consumption drops dramatically, and the cut speed improves as we would expect. The 100 horsepower system remains efficient with one head at 87,000 psi (5,900 bar) HyperPressure levels, but requires two heads at 60,000 psi (4,100 bar).
The operating pressures in waterjets have always gone up, and this trend will continue because as pressure goes up, so does cutting efficiency. This fact is evident when comparing a 100 horsepower pump running two heads at normal pressure to one head at HyperPressure. The 100 horsepower 87,000 psi (5,900 bar) HyperPressure system is far more effective than running two 50 horsepower heads at 60,000 psi (4,100 bar).
As always, let me know your thoughts in the comments.
chip

More of a question really. I work in a stainless steel shop and we run our WJ machines at 60% . The finish is fine for our customers but there is always a little nub at the lead out of the part. Our cad guys have had to slow down the machine to 20% just prior to the lead out by creating a break in the drawing at that section prior to this lead out. The question is, does flow path or flow cut allow for this slow down instead of having C.A.D. program it in
LikeLike
Rob,
Sending you a separate email so we can get into some details on your particular application.
chip
LikeLike