I have wanted to do this in the blog for quite a while; spotlight waterjet experts and their stories in a way that honors them for their unseen contributions, and hopefully is of high interest to those technical minded manufacturing people out there. Well, with Eckhardt Ullrich retiring last month from Flow, I felt I better get to it. Eck is a master waterjetter. He has used waterjets to mine for gold, create anchor holes in icebergs for towing, cut Boeing and Airbus composite wings….
 His application knowledge and experience in the field and factory puts him as one of the top 10 waterjet people in the world. Not that I am making a list.
His application knowledge and experience in the field and factory puts him as one of the top 10 waterjet people in the world. Not that I am making a list.
Eck started his waterjet career in 1978 as a lab tech just a few years after the start of Flow. Soon, his capabilities propelled him to lab supervisor where he headed up the R&D activities for various manifestations and permutations of Flow (Flow Research, Flow Mole, Flow Industries, Flow Wind, Flow Drill, Quest, Flow International, etc.) for 21 years. As he retires he leaves a legacy of excellence. He’s one of those quality gentlemen who immediately commands your respect, and you feel confident he can tackle whatever issues or problems we, or our customers, come across. Eck typically worked on the more unusual waterjet projects that pushed the envelope and helped propel the rapid advancement of a young technology.
And with that introduction, I’d like to share one of my favorite Eck stories: cutting 12+ inch (>250 mm) thick high quality glass to be used in powerful space telescopes and satellites some 25 years ago.
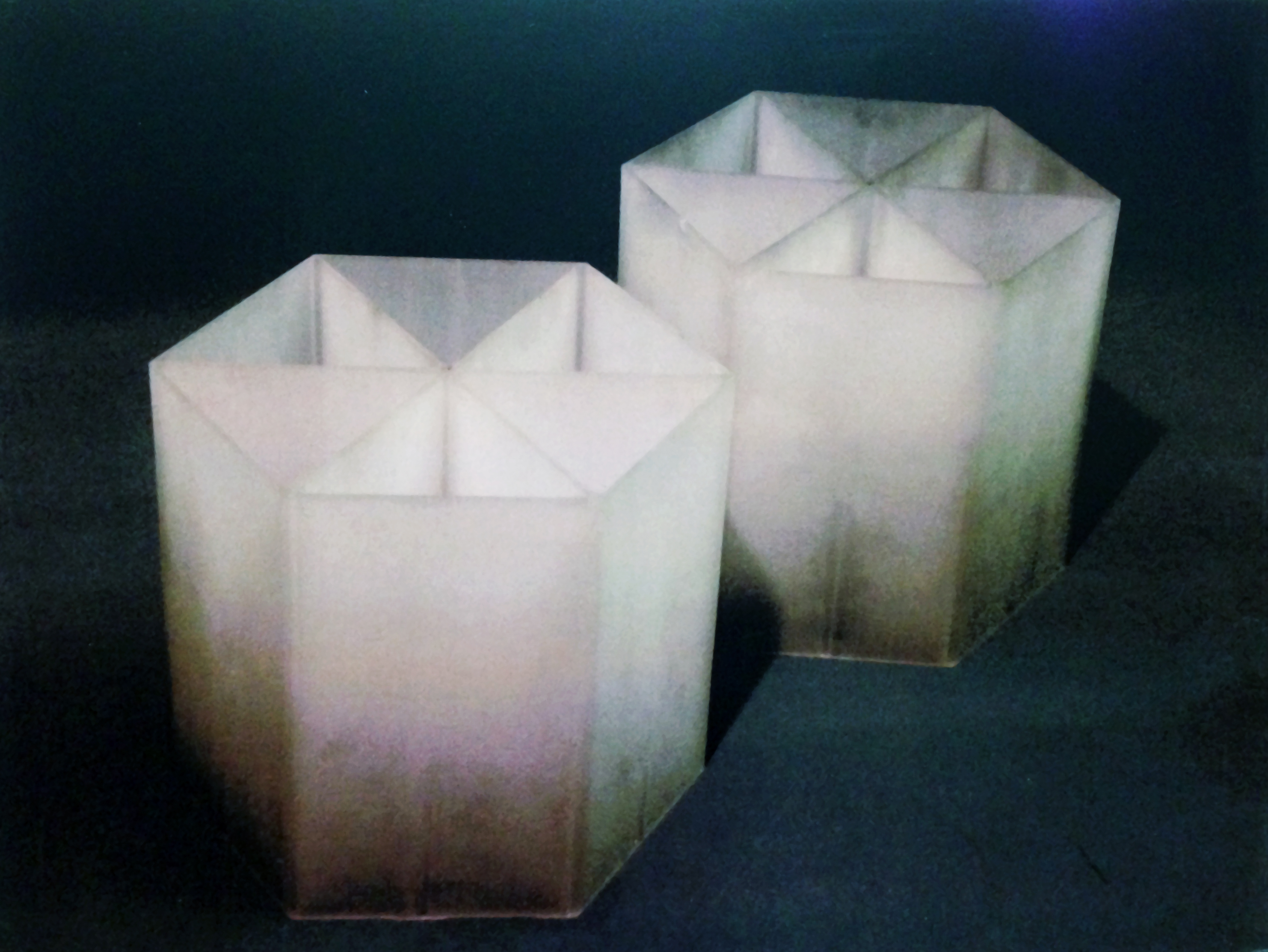
In 1992 a group came to Flow to see if their toughest cutting problem could be solved using an abrasive waterjet. They needed to put a very large telescope into orbit, but entire device was too heavy to get into orbit. The mirror itself wasn’t the heavy part, but the mirror was held in place by a concave piece of glass that was 24 inches thick at its’ thickest. This glass support structure was THE prime candidate for weight reduction. A honeycomb pattern (somewhat similar to those created by honeybees) was to be cut in this thick (and expensive) glass to significantly reduce weight while retaining strength.
Most of the cutting of the glass was at 12 inches thick. The wall thickness of the glass to be held to +/-0.002” tolerance. Remember, this was 25 years ago and technologies to control stream lag and taper did not yet exist. And to top it all off this was glass. So absolutely nothing could go wrong during the cutting.
So, the problems the team needed to tackle were the natural V shaped taper exhibited in all abrasive waterjet cutting, the creation of near perfect inside corners, all while maintaining completely stable cutting conditions for days of continuous cutting.
Eck (pictured left) was running the lab and he, with his super team including Dr. Mohamed Hashish, Steve Craigen (pictured right), and Paul Tacheron put together what was the largest single nozzle abrasive waterjet system. It might still be the largest today. It could use up to 10x the normal horsepower, with a huge cutting head and a very long mixing tube.
They needed the jet to stay together with no hour glass shape (smaller kerf width half way down), or V shape (thinner kerf at the bottom) or football shape (wider kerf half way down) in the kerf. The horsepower and cutting head design minimized these errors, and the rest was handled by angling the head appropriately. The head was attached to a very accurate 5-axis machine tool capable of 3D articulation that they used to compensate for kerf errors. They labored over what this very special and powerful cutting head was doing in the material, customizing the program speeds and angles and also customizing the cutting head and parameters to get the part just right.
I can only imagine the tension the team must have felt when they actually started to machine these huge, priceless pieces of glass (the materials was very expensive to start with, and priceless when the cutting was completed). My heart pounds a bit just thinking of it now. If you’re a surgeon reading this blog for fun, which is unlikely I admit, this might seem like no big deal. But for us manufacturing types, it must have been intense.
 As you guessed, they nailed it. In fact, a machine tool is still in operation today conducting similarly intense cuts for space satellite and telescope components. Thanks to Eck, Mohamed, Steve, Paul and the whole team of experts, most still with Flow today, we learned a lot about controlling the jet by pushing it to the limit. As a young engineer I still remember getting a glimpse of a full wall of intensifiers and thinking what a cool place I worked in.
As you guessed, they nailed it. In fact, a machine tool is still in operation today conducting similarly intense cuts for space satellite and telescope components. Thanks to Eck, Mohamed, Steve, Paul and the whole team of experts, most still with Flow today, we learned a lot about controlling the jet by pushing it to the limit. As a young engineer I still remember getting a glimpse of a full wall of intensifiers and thinking what a cool place I worked in.
I hope that this story was of interest. I can occasionally throw in more like this or less – let me know.
chip

THANKS Very interesting
LikeLike
Great story…thank you
LikeLike
We miss Eckhardt already after he retired in July. I have worked with Eckhardt for 36 years and relied on him meeting many challenges whether in aerospace or under ground applications. Other things about Eck is that he is master cook, a diver, and a golfer. We relied on him for company BBQ for years and we will also miss that unless he wants to volunteer.
LikeLike
Good post.It is useful and interesting.
Water jet Cutting Services
LikeLike