Let’s start with the basics.
Waterjets are cool. They cut cool – they look cool – and the more you understand how they work and what they can cut the more you appreciate the technology. After 30 years of waterjetting I still marvel at water and sand cutting through super hard materials. It’s just water and abrasive, for goodness sake. How cool is that?!
There are two types of waterjets, the pure waterjet and the abrasive waterjet. Pure waterjet cuts soft materials like gasket, foam, plastic, carpet, food. Pure waterjet can also be used to remove coatings, such as paint off ships, but we’re concentrating on cutting applications here rather than removal of coatings.

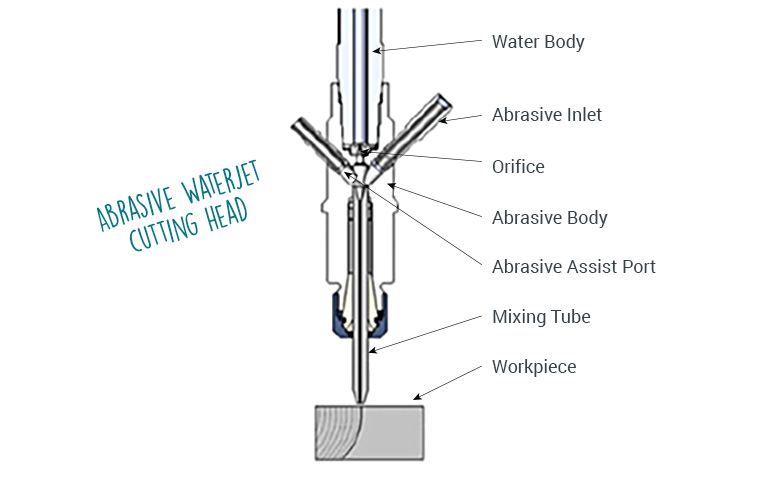
Abrasive waterjet is similar to a pure waterjet, except that after the pure waterjet is created, abrasive (usually garnet used on some sandpaper and abrasive blasting), is fed into a cutting head, mixed with the water, and then the resulting abrasive waterjet stream can cut hard materials like metal, ceramic, stone, glass and composite.

The journey of a drop of water
Ordinary tap water is filtered and fed into the waterjet pump. The pumps are rated to pressures of 60,000 to 94,000 psi (~4100 to 6400 bar). In your home water pressure is about 60 psi (~4 bar), and a fire hose delivers about 200 psi (~14 bar). The pressurized water is safely contained within the plumbing and runs all the way to the cutting head. Ultrahigh-pressure plumbing comprises of T’s, elbows, swivels, and flexible stainless steel lines from ¼” OD to 9/16” OD (6.35 to 14.3 mm outside diameter). At the cutting head, a high speed air actuated valve called an On/Off Valve (catchy name, isn’t it) allows the water to pass through the jewel orifice and the supersonic waterjet stream is created.
Waterjets don’t really cut with pressure, they cut with velocity. All the pressure is exchanged for velocity when the water passes out of the jewel orifice. The higher the pressure, the higher the stream velocity. At 60 psi tap water out of a faucet is traveling 64 miles per hour (103 km/hr) and 94,000 psi the waterjet is traveling about 2,500 miles per hour (4,000 km/hr) which is more than 3 times the speed of sound.

The journey of a grain of sand
To increase the cutting power a thousand times, we add abrasive to the supersonic waterjet stream. We don’t pump mud through the pump, we add the abrasive at the last second at the cutting head. Abrasive grit size ranges from 50 to 220 mesh garnet abrasive, most common is 80 mesh, and is kept clean and dry in a bulk transfer hopper.
The bulk transfer hopper is basically a sand blasting pot powered by compressed air. This bulk transfer pushes the abrasive in a dense phase up to the abrasive metering valve. At the metering valve most systems then relieve the pressure in the abrasive transfer hose and carefully feed the abrasive into the mixing chamber of the cutting head. In the cutting head abrasive is accelerated out the mixing tube like a bullet out of a rifle (I catch a lot of guff for using that phrase all the time) thereby creating the abrasive waterjet stream. An abrasive waterjet uses about 1 gallon per minute of water and 1 pound per minute of abrasive (not exactly right, but it’s easy to remember these general numbers). At the very end of the animation above you can see the abrasive being fed into the cutting head.
The basics of the waterjet machine are very simple. Easy to understand, easy to operate, easy to maintain. The fact that the concepts behind the technology are easily understood is a big attribute of waterjet.
I hope this was a helpful starting point. More details are on the way. In the meantime, let me know what you think in the comments on this post or suggestion topics for future posts.
chip

2 comments