As we know, waterjets cut via a supersonic stream. Although there are hand held waterjets used to remove paint, most waterjets are typically moved around with some type of motion equipment.
Waterjets are rather easy to plumb to a machine using elbows, T’s, and other fittings common, in concept, to plumbing a house. Rather than using PVC pipe, we use stainless steel lines of 1/4″ to 9/16″ outside diameter and stainless steel fittings. And motion can be obtained by swivel joints or simply by making the stainless steel line long enough to allow for flexing within the elastic deformation range. Backthrust on the machine is rather small (under 20 pounds [9 kg] for most waterjet applications) even though we are pressurizing the water to very high levels (up to 94,000 psi, or 6480 bar) because not very much water is used (approximately 1 gallon per minute).
Here is a high level overview of the motion equipment that moves around the waterjets.
Waterjet Machine Types
A waterjet can be used to pierce a hole, make a slot, cut a flat pattern, or cut a 3D pattern. There are five main types of waterjet cutting systems:
- Stationary Cutting Systems
- Cross Cutting Systems
- XY Cutting Systems
- Bevel & 3D Cutting Systems
- Pedestal Robot Systems
Below I’ll explain some of the key features of each of these waterjet cutting machines. We’ll start with stationary jets and end with 3D cutting.
1. Stationary Cutting Systems
The simplest type of waterjet machine is one where the jet is held stationary. A stationary waterjet can be used to pop holes (rare) or be used as a band saw where a person moves material under the jet (also rare, and only with pure waterjet cutting soft materials). Next, a machine can move the target material under the head. This approach is common in paper slitting, fiberglass insulation trimming, and cement fiberboard slitting.

2. Cross Cutting Systems
The next step is to move the head back and forth across material to make a cross cut. Here the cutting head is moving along one axis. In some cases the material indexes under the machine, stops, the cut is made across the material, and then the material moves again to index under the next cross cut. More commonly, however, the material is moving continuously under the jet. To accomplish a perpendicular cut, the waterjet cross-cutter is angled across the material; the head travels at a precise speed that is timed with the material travel rate to create a perpendicular cut.
3. XY Cutting Systems
The next step in sophistication is to cut shapes out of a flat piece of material. In this case, a flat material is held stationary upon a worktable (atop the catcher tank, usually) and the cutting head is moved around in one plane, in an XY plane. The Z axis might be used to manually jog the cutting head to the appropriate height so that the cutting nozzle is just above the target material, but other than that setup move of the Z the only axes that typically move during cutting are an X and Y axes. Examples are metal cutting, gasket cutting from sheet, stone slabs, tiles, glass – basically anything flat can be cut with a pure waterjet (soft material) or abrasive waterjet (hard materials) up to a thickness of 12 inches (300 mm) or more.
4. Bevel & 3D Cutting Systems
The most common method of providing additional flexibility in cutting is to add a wrist to the 2D XY table. Programming 3D and bevel parts are a bit more involved than programming a simple XY pattern, but recent advancements of programming and 3D solid model software greatly simplify the process.
5. Pedestal Robot Systems
Attaching a cutting head to a pedestal robot is another way to create a 3D or beveled part. Because of the harsh abrasive waterjet environment, most abrasivejet applications utilize the approach of attaching a wrist to an XY table. However, pure waterjet often tackles 3D parts by attaching the waterjet to a pedestal robot.
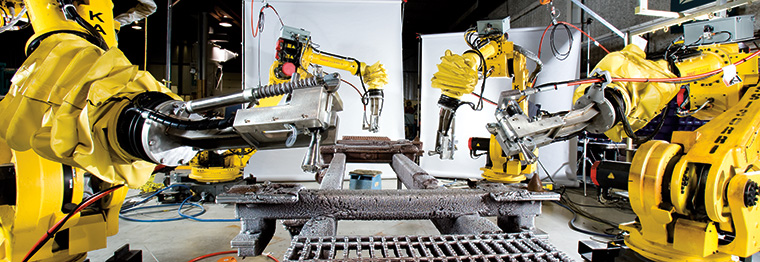
In the image above we’re actually using rotary nozzles to blast away debris, which I thought you’d find interesting, but most commonly we’re CUTTING auto interiors using 5 to 7 axes pedestal robots. And yes, very often more than one robot is cutting or cleaning one workpiece. Talented programmers make sure the robots don’t collide.
A few other approaches to manipulating the waterjet exist, but the above approaches are most common.
As usual, please send me thoughts, comments, and ideas for future topics.
chip

That is interesting that there are so many different types of water cutting systems. That is cool that stationary cutting systems are used for soft materials . That is awesome that Cross cutting systems are able to move along an axis.
LikeLike